













Phương pháp gia công xung điện (EDM = Điện cực ăn mòn) hay gọi là ” Điện cực ăn mòn nhúng ” tất cả các loại vật liệu dẫn điện đều có thể gia công được, không phụ thuộc độ cứng của chúng. Bởi vậy phương pháp này đặc biệt thích hợp với việc gia công đơn chiếc các chi tiết như lòng khuôn, kết cấu khó chế tạo, các khoang hốc có đáy hay thông suốt trong trong vật liệu thép đã tôi cứng hay hợp kim cứng.
Nguyên lý gia công
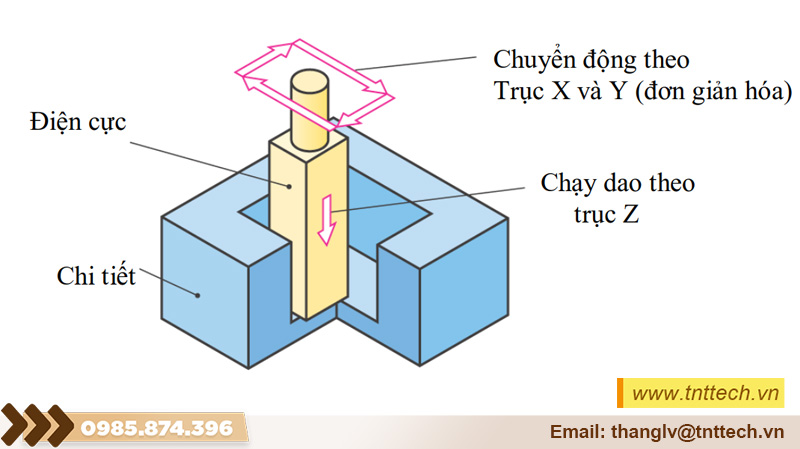
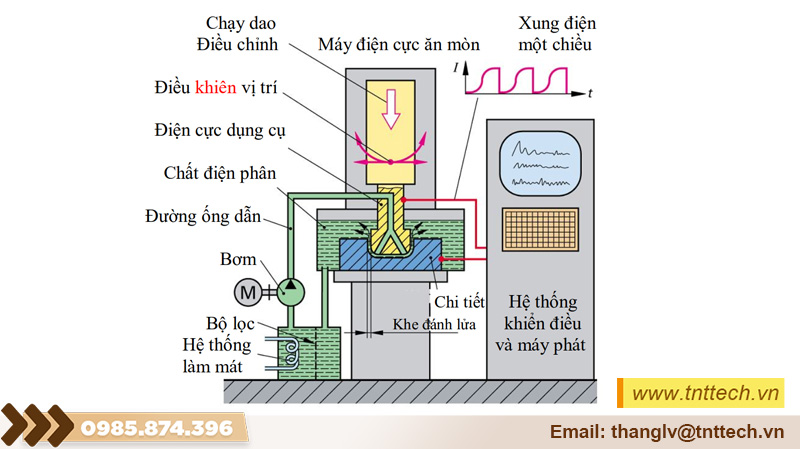
Trong quá trình gia công, dụng cụ và chi tiết là hai điện cực trái dấu, trong đó dụng cụ là catốt, chi tiết là anốt của một nguồn điện một chiều có tần số 50 – 500kHz, điện áp 50 – 300V và cường độ dòng điện 0,1 – 500A. Hai điện cực này được đặt trong dung dịch cách điện được gọi là chất điện môi. Khi cho hai điện cực tiến lại gần nhau thì giữa chúng có điện trường. Khi điện áp tăng lên thì từ bề mặt cực âm có các điện tử phóng ra, tiếp tục tăng điện áp thì chất điện môi giữa hai điện cực bị ion hóa làm cho chúng trở nên dẫn điện, làm xuất hiện tia lửa điện giữa hai điện cực. Nhiệt độ ở vùng có tia lửa điện lên rất cao, có thể đạt đến 12.000oC, làm nóng chảy, đốt cháy phần kim loại trên cực dương. Trong quá trình phóng điện, xuất hiện sự ion hóa cực mạnh và tạo nên áp lực va đập rất lớn, đẩy phoi ra khỏi vùng gia công. Toàn bộ quá trình trên xảy ra trong thời gian rất ngắn từ 10-4 đến 10-7s. Sau đó mạch trở lại trạng thái ban đầu và khi điện áp của tụ được nâng lên đến mức đủ để phóng điện thì quá trình trên lại diễn ra ở điểm có khoảng cách gần nhất.
Phôi của quá trình gia công là các giọt kim loại bị tách ra khỏi các điện cực và đông đặc lại thành những hạt nhỏ hình cầu. Khi các hạt này bị đẩy ra khỏi vùng gia công, khe hở giữa hai điện cực lớn lên, sự phóng điện không còn nữa. Để đảm bảo quá trình gia công liên tục, người ta điều khiển điện cực dụng cụ đi xuống sao cho khe hở giữa hai điện cực là không đổi và ứng với điện áp nạp vào tụ C.
Điện cực cho máy Xung
Trong gia công xung điện, điện cực đóng vai trò quan trọng bởi kết quả gia công một phần phụ thuộc vào độ chính xác của điện cực. Việc lựa chọn đúng vật liệu điện cực cũng là yếu tố quan trọng. Điều này còn ảnh hưởng đến tính kinh tế thông qua năng suất và độ hao mòn điện cực. Giá của điện cực có thể chiếm 80% chi phí gia công.
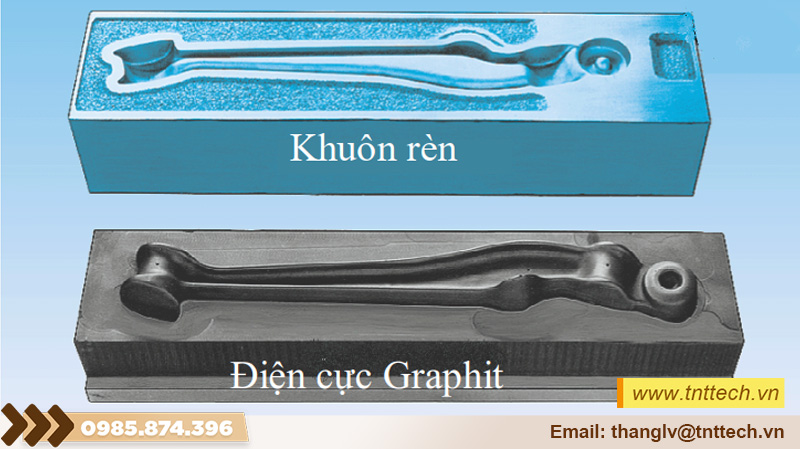
Các loại vật liệu có thể dùng làm điện cực cho máy xung là đồng đỏ, đồng – volfram, Graphite (Điện cực Than chì), bạc-volfram, đồng thau, volfram, nhôm, môlipđen, hợp kim cứng, thép… Trong đó Đồng đỏ và Graphite là thông dụng nhất. Các loại vật liệu volfram, nhôm, môlipđen, hợp kim cứng, thép… được sử dụng trong một vài trường hợp đặc biệt.
Trên máy cắt dây người ta thường sử dụng dây cắt làm bằng đồng đỏ, đồng thau, môlipđen, volfram, bạc hay kẽm có đường kính dây cắt thường từ 0,1 – 0,3mm. Các dây cắt có thể được phủ một lớp kẽm, oxyt kẽm hoặc graphit… để nâng cao độ bền của dây cũng như cải thiện khả năng sục chất điện môi vào khu vực cắt.

Khả năng công nghệ, ưu nhược điểm và phạm vi ứng dụng
Phạm vi ứng dụng của phương pháp gia công xung điện
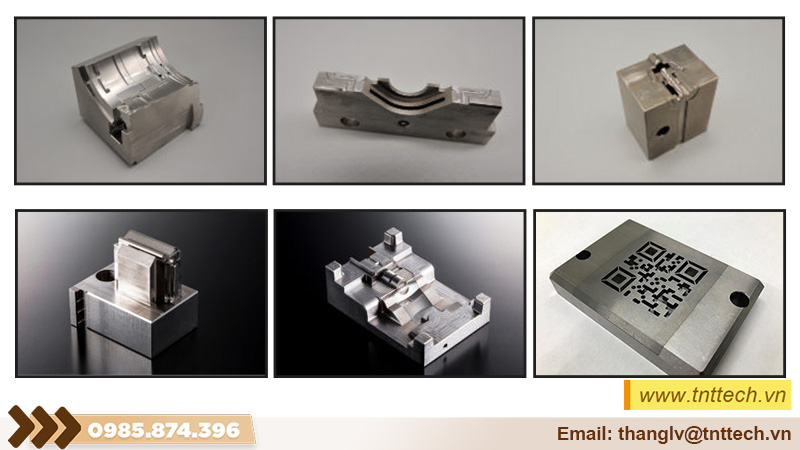
Phương pháp gia công tia lửa điện EDM có thể được sử dụng trong các trường hợp sau:
- Gia công khuôn mẫu, pin đẩy, pin hồi

- Các chi tiết cần độ chính xác cao bằng vật liệu hợp kim cứng.
- Biến cứng bề mặt chi tiết làm tăng khả năng mài mòn.
- Chế tạo các khuôn dập đã tôi và khuôn bằng hợp kim cứng, cũng có thể dùng để phục hồi khuôn.
- Gia công các lưới sàng, rây với điện cực rất mảnh để gia công đồng thời các lỗ.
- Mài phẳng, mài tròn, mài sắc hoặc làm rộng lỗ.
- Gia công lỗ nhỏ có đường kính < Ø 0,15mm của các vòi phun cao áp.
- Gia công lỗ sâu từ 60mm cho sai số 5µm.
- Gia công lỗ Ø 0,05mm – 1mm với chiều sâu lớn, các lỗ sâu với tỷ lệ chiều dài trên đường kính lên đến 67.
- Phá bỏ các dụng cụ bị gãy, kẹp trong chi tiết (vd bulong, mũi taro,..)

Khả năng công nghệ
Bề mặt chi tiết được gia công xung điện EDM có thể đạt Ra = 0,63µm khi gia công thô và Ra = 0,16µm khi gia công tinh. Thông thường độ chính xác gia công vào khoảng 0,01mm.
Phương pháp này có thể gia công những vật liệu khó gia công mà các phương pháp gia công truyền thống khó thực hiện như thép tôi, thép hợp kim khó gia công, hợp kim cứng. Đồng thời còn gia công được các chi tiết hệ lỗ có hình dáng phức tạp.
Ưu nhược điểm
Ưu điểm
- Dung sai có thể đạt dưới 1µm (0.001)
- Gia công được các vật liệu có độ cứng tùy ý (ngay cả hợp kim Tungsten Carbide – Stellite – Hastelloy – Nitralloy – Waspaloy – Nimonic – Inconel)
- Có thể gia công nhiều biên dạng phức tạp và không gây biến dạng các thành mỏng
- Gia công phóng điện là quá trình không tiếp xúc và không tác dụng lực, rất phù hợp để gia công những chi tiết dễ vỡ. Điều này gần như bất khả thi đối với các phương pháp truyền thống
- Gia công các lỗ có đường kính rất nhỏ, các lỗ sâu với tỉ số chiều dài trên đường kính lớn.
- Do có dầu trong vùng gia công nên bề mặt gia công được tôi trong dầu

Nhược điểm
- Phôi và điện cực đều là vật liệu dẫn điện
- Tốc độ gia công thấp. Phôi trước khi gia công EDM thường phải qua công đoạn thô trước.
- Nhiệt độ tại vùng làm việc cao nên có thể gây biến dạng nhiệt trong một vài trường hợp.
Ứng dụng
Phương pháp này thường gặp trong một số trường hợp sau:
- Biến cứng bề mặt chi tiết làm tăng khả năng mài mòn
- Chế tạo và phục hồi các khuôn dập đã tôi và khuôn bằng hợp kim cứng
- Các lưới sàng, rây bằng cách gia công đồng thời các lỗ bằng điện cực rất mảnh
- Mài phẳng, mài tròn, mài sắc hoặc làm rộng lỗ
- Gia công các lỗ có đường kính nhỏ Ø 0,15mm của các vòi phun cao áp với năng suất cao (từ 15 đến 30s/chiếc), gia công lỗ sâu từ 60mm cho sai số 5µm. Các lỗ Ø 0,05mm – 1mm với chiều sâu lớn như các lỗ làm mát trong cánh tuabin làm từ hợp kim siêu cứng, các lỗ sâu với tỉ số chiều dài trên đường kính (L/D) lên đến 67
- Loại bỏ các dụng cụ bị gãy và kẹt trong chi tiết (bulông, tarô…)
Báo giá dịch vụ gia công cơ khí cắt dây
Đối với dịch vụ gia công xung điện EDM của Cơ khí TNT tech bạn hoàn toàn không cần lo lắng về chi phí hay giá cả bởi toàn bộ chúng tôi sẽ có chính sách cụ thể cho từng đơn hàng của bạn. Bảng chính sách giá của chúng tôi sẽ được phân ra theo số lượng đặt hàng gia công và những yêu cầu gia công cụ thể. Cơ khí TNT tech chúng tôi đảm bảo sẽ cung cấp dịch vụ phay kim loại cho quý khách với giá thành hợp lý nhất đồng thời với chất lượng cao nhất.
Hãy liên hệ ngay với chúng tôi để được phục vụ tốt nhất!
Xưởng cơ khí TNT tech của chúng tôi hiện đang đặt tại địa chỉ: Số 16, ngõ 296, Cựu Quán, Đức Thượng, Hoài Đức, Thành phố Hà Nội. Quý khách hàng có nhu cầu thuê dịch vụ của chúng tôi có thể nhấc máy và gọi ngay đến số Hotline: 0985874396, quý khách hàng sẽ được thiết kế, chế tạo, gia công xung điện EDM theo yêu cầu của khách hàng. Được chuyên viên kỹ thuật tư vấn thiết kế, lên phương án kỹ thuật, cung cấp bản vẽ thiết kế, đồng thời cùng phương án giá để doanh nghiệp lựa chọn

















Đánh giá
Chưa có đánh giá nào.